PowerMILL. Позиционная обработка |
| 23.12.2012 |
|
Позиционная обработка является разновидностью многоосевой обработки, также ее называют 3+2 обработка,
где две оси являются поворотными и используются для ориентирования заготовки в пространстве или наклона
инструмента относительно обрабатываемого элемента; по трем линейным осям станка производится позиционирование
инструмента для обработки. Часто для обеспечения большей жесткости поворотные оси могут фиксироваться.
В большинстве случаев позиционная обработка применяется при обработке корпусных деталей для фрезеровки или сверления
элементов в разных плоскостях. Рассмотрим, как программировать позиционную обработку в PowerMILL. Для этого будем использовать стандартную модель из примеров 3plus2b.dgk. 
 Анализ модели показывает наличие высоких вертикальных стенок и карманов, расположенных в наклонной плоскости относительно горизонта, которые невозможно обработать на трех осевом оборудовании без использования специального приспособления. Обработаем верхнюю горизонтальную плоскость и один из наклонных карманов. 1. Зададим заготовку цилиндром по габаритам модели. 2. Создадим локальную систему координат с именем Main и установим ее по центру заготовки на верхней плоскости, после чего активируем. 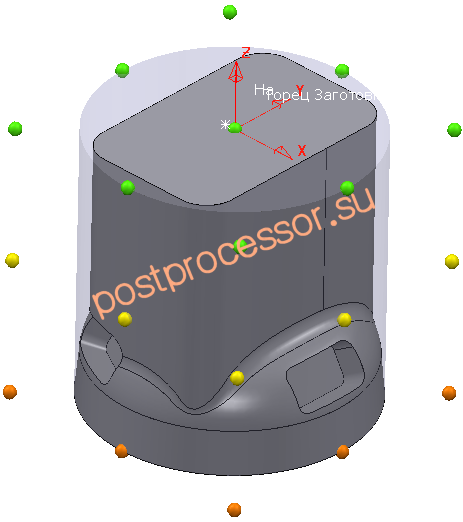 3. Рассчитаем траекторию обработки верхней плоскости стратегией Обработка торцов (концевая фреза 10мм, шаг 8мм, стиль – в обе стороны, переходы – прямо). 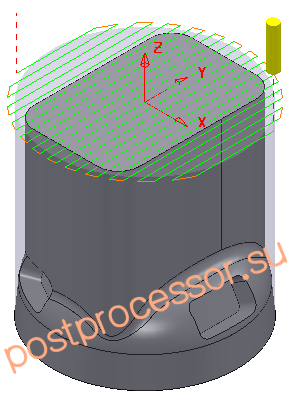 При текущем наклоне фрезы обработать карман невозможно, т.к. большая его часть образует поднутрение. 4. Для придания фрезе нужного наклона используем локальную систему координат (ЛСК), установленную осью Z перпендикулярно дну кармана в любой точке (СК Деталей – По нормали). 5. Назовем новую систему координат Poсket и активируем.  6. После того как ЛСК создана, произведем традиционную трех осевую Выборку кармана (концевая фреза 10мм, шаг 8мм, шаг по Z – 4мм). 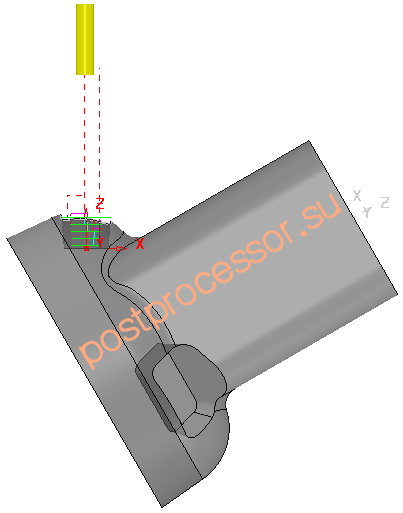 Примечание: Для обработки остальных двух карманов необходимо создать ЛСК выровненные по их основанию. 7. Зададим безопасные высоты Безопасную Z – 30 и Высоту врезания – 25. Т.к. мы производим расчет относительно ЛСК Pocket, то выберем ее в соответствующем разделе. 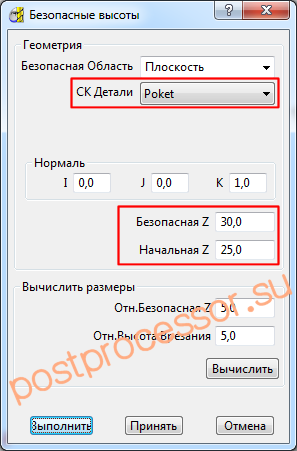 Мы рассчитали две траектории, которые лежат в разных плоскостях. Запишем управляющие программы. 8. Создадим NC-файл и запишем туда рассчитанные траектории. 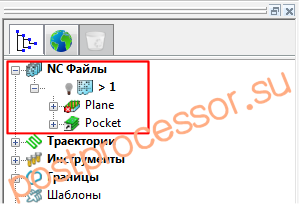 9. Произведем настройку параметров вывода УП. 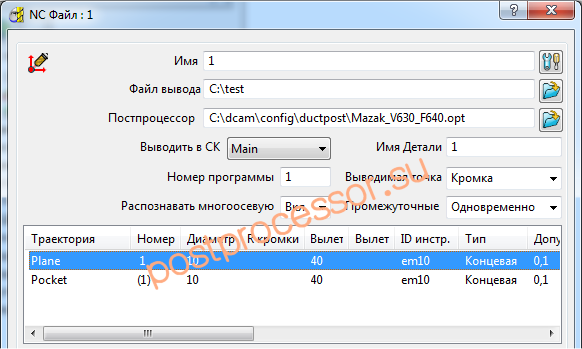 10. В качестве Выводимой СК выберем Main, постпроцессор для станка Mazak Variaxis 630. В левом верхнем углу можно увидеть значок обозначающий запись многоосевой УП. 11. Запишем управляющую программу. На фрагменте ниже выделены поворотные движения для позиционирования детали в нужное положение, обработка использует линейные оси. G00 G40 G80 G90 G94 G53 Z0.0 A0.0 C0.0 T01 M06 S1500 M03 ( TOOLPATH = Plane ) G00 X84.61 Y36.888 Z5.0 M08 G01 Z0.0 F500 Y-36.888 F1000 X76.918 Y-51.021 X-84.61 Y36.888 Y-36.888 . . . Z50.0 F3000 ( TOOLPATH = Pocket ) G00 A-60.0 C-90.0 Z5.076 G01 Z0.076 F500 G02 G17 X18.709 Y149.656 I-1.485 J-1.34 F1000 G01 X18.634 Y146.321 G02 X16.635 Y144.366 I-1.999 J0.045 G01 X-16.633 Y144.361 . . . Заключение: Для программирования многоосевой позиционной обработки в PowerMILL необходимо создавать локальные системы координат, ось Z которых задает новый наклон фрезы относительно обрабатываемой зоны. Постпроцессор должен поддерживать данный тип обработки. На главную К оглавлению |