Разработка постпроцессора Okuma Multus B300

Станок Okuma Multus B300 - многоосевой токарно-фрезерный станок, имеющий главный (ось С) и фрезерный (ось B) шпиндели. В зависимости от компоновки может иметь противошпиндель или заднюю бабку. Для данного станка в комплектации с задней бабкой был разработан постпроцессор для программного продукта SolidCAM. При настройке постпроцессора всегда возникает вопрос его тестирования и внедрения. Оптимальным способом является изготовление тестовой детали, по управляющим программам, записанным этим постпроцессором. Деталь должна иметь различные элементы для тестирования всех функций постпроцессора, но она не должна быть сложной с точки зрения геометрии, т.к. это не имеет практического значения и будет затруднять сопоставление выдаваемого кода (УП) с движениями инструмента станка. Для токарно-фрезерного оборудования типовыми являются детали типа "Вал". С учетом этого была смоделирована следующая деталь: 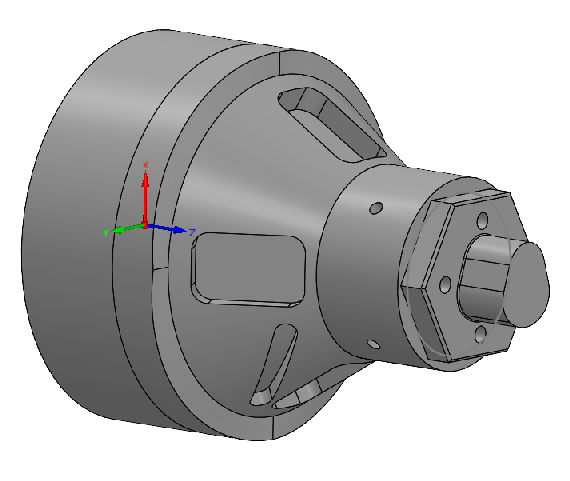
Она имеет элементы для точения, позиционного и непрерывного фрезерования, осевого и радиального сверления. Станки Okuma комплектуются собственной системой ЧПУ - OSP. Станок оснащен версией OSP-300P. В ходе обработки осуществлено точение с применением циклов, которые значительно сокращают размер УП и повзоляют редактирование основных параметров на ЧПУ без пересчета программы в CAM системе. 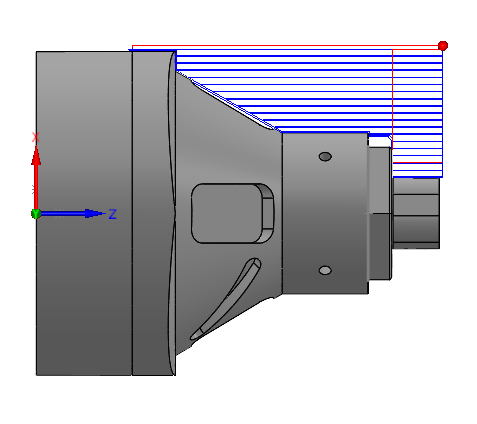
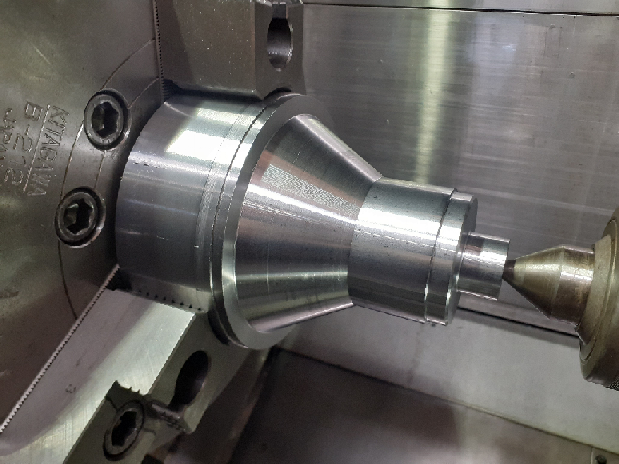 Токарная обработка При фрезеровании имеется возможность использовать различные функциональные возможности системы ЧПУ. Можно использовать фрезерование с прямым использованием всех осей X-Y-Z-B-C, но из-за ограниченного хода по оси Y+/-80 мм может использоваться полярное фрезерование, когда программирование идет в декартовой системе координат X-Y, а станок производит отработку с применением осей X-C. Для этого используется функция G137. 
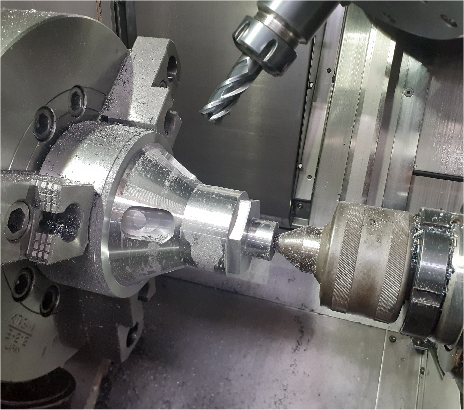 Фрезерование шестигранника и наклонных карманов Циклы сверления - важнейшая функциональная часть любого постпроцессора. Были реализованы следующие циклы: G178 - синхронное нарезание резьбы метчиком в прямом направлении; G179 - синхронное обратное нарезание резьбы метчиком; G181 - простое сверление; G182 - растачивание; G183 - глубокое сверление; G184 - нарезание резьбы метчиком; Важным моментом в работе токарно-фрезерного постпроцессора являются режимы переключения между токарными и фрезерными операциями. Смена режима сопровождается сменой инструмента не вращающегося резца на фрезу или сверло. Для этого производится отвод шпинделя в безопасную позицию.  Обработанная тестовая деталь |
|