Проект обработки крыльчаткиКрыльчатки являются одними из наиболее сложных с точки зрения программирования обработки изделий, т.к. имеют сложные формы, большие изгибы профиля и требуют в большинстве случаев применения многоосевой непрерывной обработки.Многие топовые КАМ системы имеют специальные модули, которые позволяют автоматизировать процесс программирования. Однако практически все они имеют одно существенное ограничение в работе - расчет программ возможен только для сферических фрез. Поэтому, если необходимо произвести вычисления для концевой или скругленной фрезы, то используется стандартный подход с построением справочных поверхностей, которые задают не только угол наклона фрезы, но и геометрию рабочих ходов. На основе предоставленной 3D модели изделия произведена разработка управляющих программ для станка DMU 50V по обработке изделия крыльчатка. Материал изделия - титановый сплав 3M. 
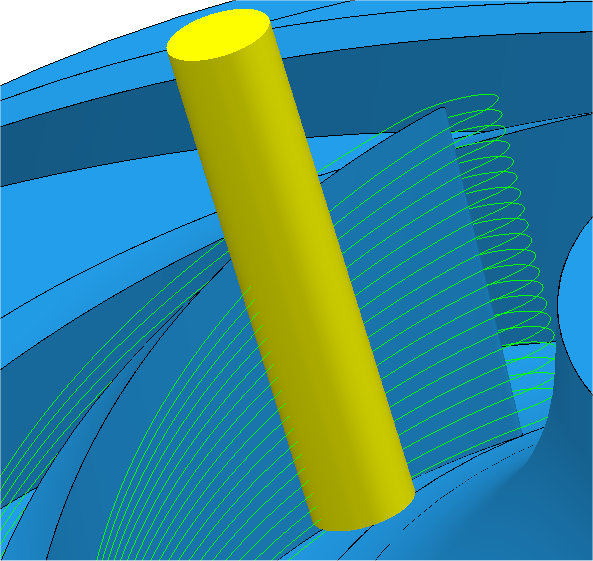
Обработка лопастей выполняется концевым инструментом. Фреза производит движение боковой поверхностью вдоль лопасти. Траектория движения является непрерывной как по длине (огибает вокруг), так и по высоте лопасти, параметрически меняя шаг обработки. 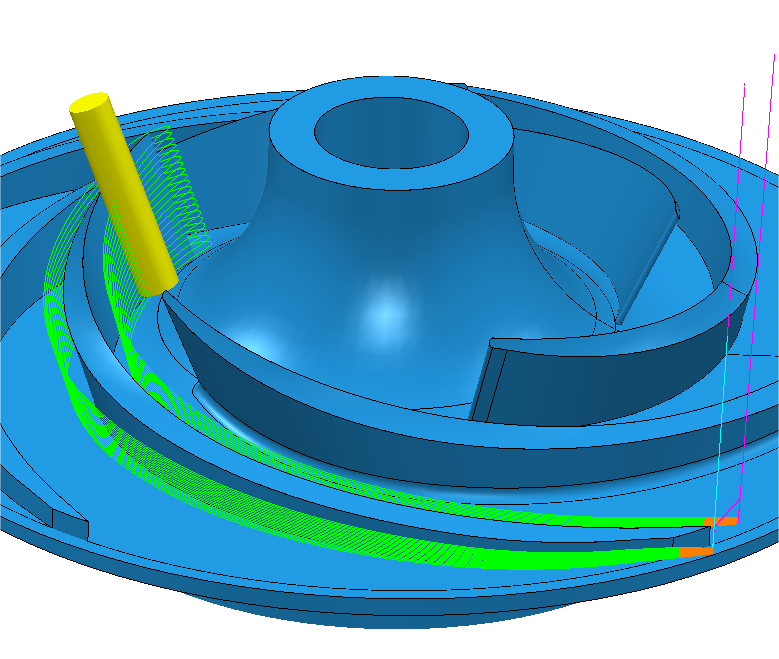
 Основание крыльчатки обрабатывается сферической фрезой. Угол наклона инструмента задается нормалью низлежащей поверхности с небольшим опережением для вывода центра из зоны резания. 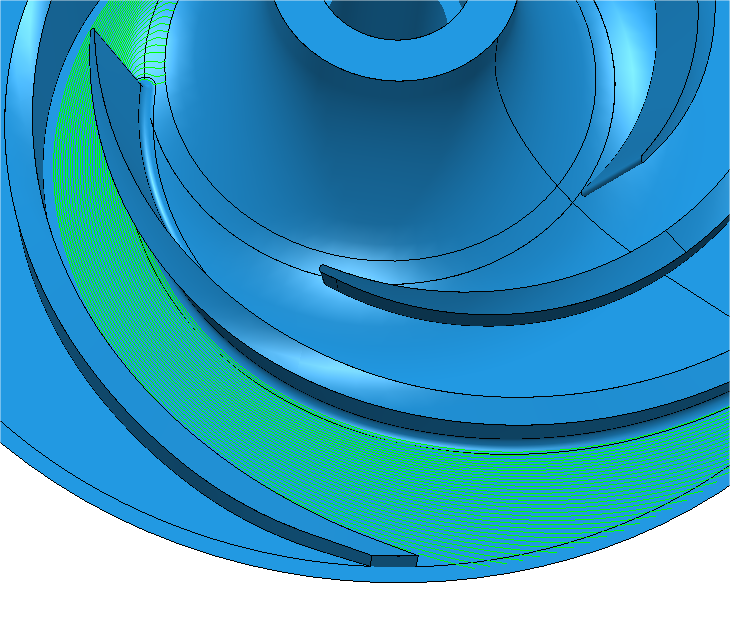
 Траектория рассчитана так, чтобы движение фрезы от основания до верха было без отрыва от поверхности, минимизируя, количество разрывов (переходов по воздуху) и повышая качество обрабатываемой поверхности. Боковой наклон фрезы контролируется углом наклона лопастей. 
|
|