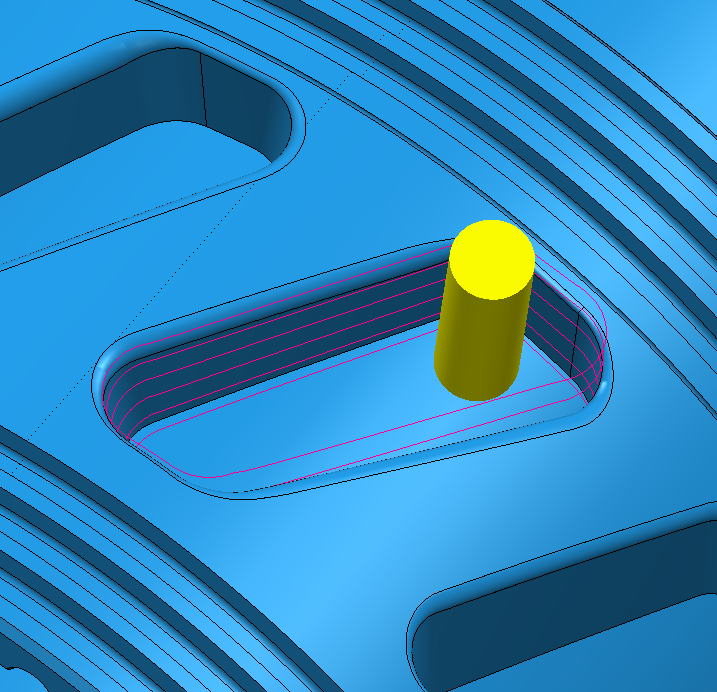
Обработка детали ВтулкаВ интересах одного из заказчиков было произведено программирование обработки детали Втулка цилиндра дизельного двигателя в системе PowerMILL. Конструктивные элементы изделия: окна, пазы, отверстия требуют применения как традиционной 3-х осевой обработки, так и многоосевой непрерывной и позиционной обработок. Наиболее сложными для программирования являются продувочные и выхлопные окна, имеющие разную геометрию. Для их черновой обработки использовалась позиционная обработка, стратегия Черновая выборка смещением. 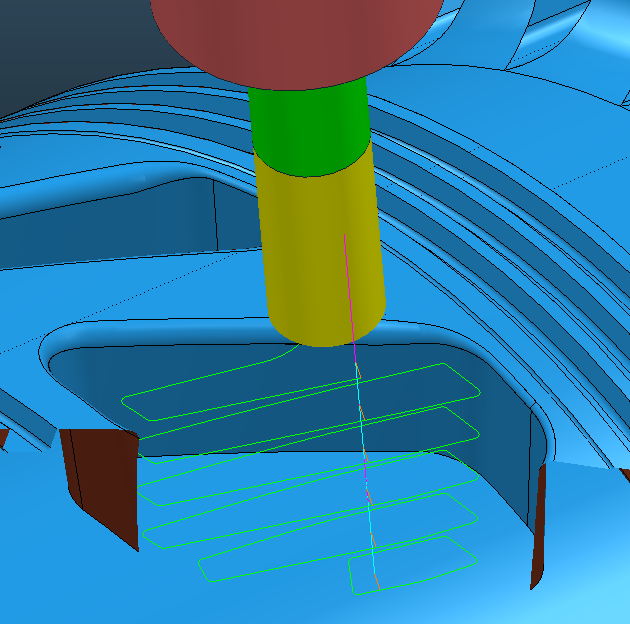
 Геометрия поверхности окон не позволяет производить чистовую обработку с одного установа, что обуславливает необходимость применения непрерывной обработки. Для этого использовался привычный для таких задач набор средств: построение справочных поверхностей, применение специализированных стратегий, опции ограничения и сглаживания и т.д. 
 Обработка детали производилась на многоосевом оборудовании отечественного производства ВФ11-П5 с системой ЧПУ NC-110, для которого предварительно был разработан постпроцессор. Станок не оснащен специальными многоосевыми функциями для расчета положения кромки фрезы под разными углами наклона. Необходимые расчеты производятся постпроцессором. Общее время обработки детали составляет 10 часов.  Готовое изделие. Обработка элемента окно. |
|