§ 3. Программирование ЧПУ. Нулевая точка станка |
| 08.11.2012 |
| Любой станок с ЧПУ имеет точку отсчета пространства (начало осей координат),
в котором перемещаются рабочие органы. Такая точка называется нолем станка, а
координаты перемещения рабочего органа называются станочными или машинными.
Англоязычное обозначение на дисплее ЧПУ можно увидеть как MCS (machine coordinate system).
Пользователь не может изменять ее положения. Ноль станка задается производителем и
переопределяется каждый раз при включении оборудования и выходе рабочих органов в
конечные концевые выключатели. Концевые выключатели предотвращают выход за пределы
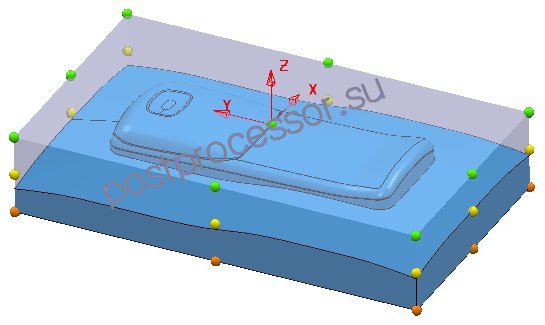
перемещений рабочих органов, генерируя ошибку с заданным кодом. Однако инженер-программист при разработке управляющих программ не учитывает положение ноля станка, т.к. это потребовало бы обеспечить точное положение заготовки относительно данной точки отсчета, что значительно затрудняет процесс наладки станка на обработку. Наиболее простым способом является задание некой ключевой точки на детали, когда все управляющие программы выводятся от данной точки. Как правило, такой ключевой точкой в плоскости XY являются угол заготовки, габаритный центр заготовки, центр отверстия, по оси Z – это либо верхняя плоскость, либо основание стола. Также в качестве точки отсчета предпочтительно иметь некую конструкторскую базу, от которой задается цепочка размеров, или технологическую базу, но не всегда это возможно осуществить на практике. На рисунке ниже показано создание начала отсчета УП в системе PowerMILL по ключевым точкам заготовки. |
 |
| Ключевая точка, относительно которой производится расчет управляющих программ, называется нолем детали
или нолем программы. Инженер-программист устанавливает данную точку на основе чертежа, технологического
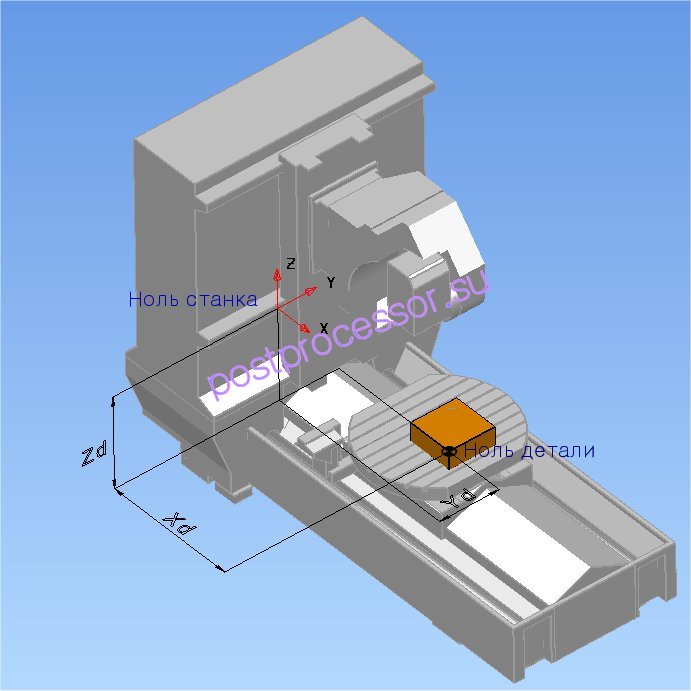
процесса, а также другой технической документации. Как же произвести обработку, имея две нулевые точки: станка и детали? Для этого оператор производит нахождение положения нулевой точки детали в системе координат станка. На рисунке ниже нулевая точка находится в левом верхнем углу, а ноль детали в углу заготовки, необходимо найти размеры Xd, Yd, Zd. Процесс нахождения данных размеров называется «привязкой» к заготовке или установкой ноля детали. |
 |
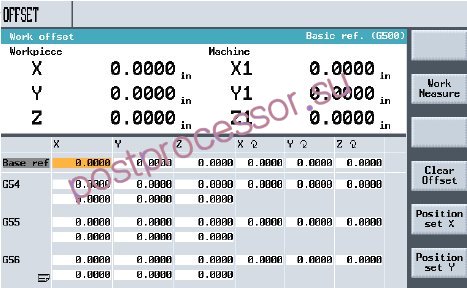
| Чтобы сказать станку, что мы изменили точку отсчета, в устройстве ЧПУ используется
функция Рабочая система координат, когда в ячейки вводится расстояние от ноля станка
до некой ключевой точки на заготовке (Xd, Yd, Zd). Для удобства обработки, на УЧПУ
может храниться информация о нескольких Рабочих системах координат. Чтобы отличать
одну от другой им присваиваются имена. Например, G54, G55, G56 и т.д. На рисунке ниже показано окно задания рабочих смещений для системы ЧПУ Siemens840D. |
 |
| В управляющей программе достаточно указать нужную ячейку с набором найденных значений смещения. Фрагмент УП с заданием рабочей системы координат: % N10 G40G49G80G90 N20 G54 |
| Последнее обновление 03.03.2013 |