§ 6. Программирование ЧПУ. Круговая интерполяция |
| 12.01.2013 |
Под круговой интерполяцией следует понимать движение инструмента по дуге. Первые системы ЧПУ оснащались
линейными
интерполяторами и программирование такого движения для программиста было затруднено. Дуги и окружности приходилось
аппроксимировать прямыми линиями, т.е. просчитывать промежуточные точки. На рисунке ниже необходимо линейно аппроксимировать
участок дуги AB. Отклонение (погрешность) от округлости с радиусом R определяется расстоянием d, очевидно,
что чем меньше величина линейного участка dl, тем выше точность аппроксимации.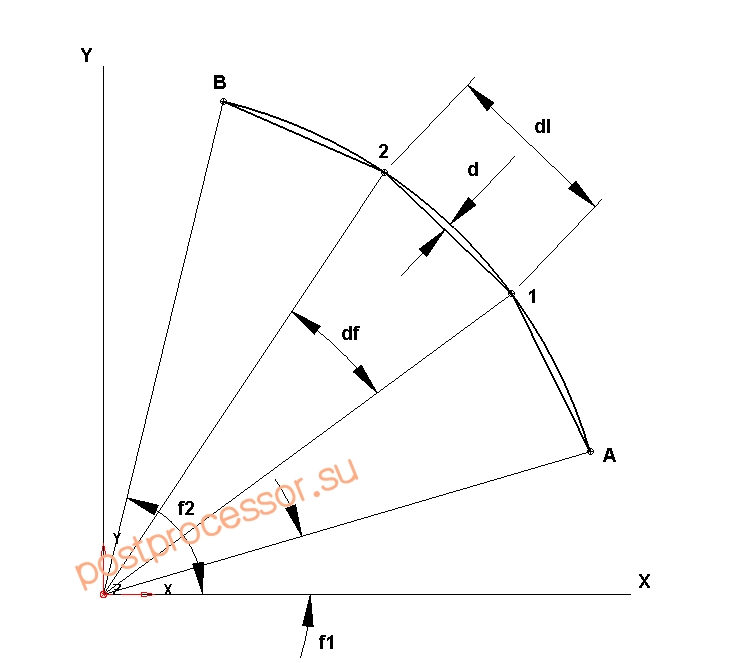 Зная допустимую погрешность аппроксимации d можно рассчитать угловой шаг df = arcos((R-d)/R), a число сегментов аппроксимации на заданном участке n = f2-f1/df. Линейно-круговые интерполяторы позволяют отработать движение как по прямой, так и по дуге. Это избавило инженеров-программистов от рутинных вычислений. Программирование круговой интерполяцииДля программирования движения по дуге используют подготовительные функции G2 (обход по часовой стрелке) и G3 (обход против часовой стрелки). Т.к. дуга плоский элемент, то необходимо указывать в какой плоскости производится движение XY, XZ или YZ. Данным плоскостям соответствуют подготовительные функции G17, G18, G19.Дуга на плоскости может быть задана следующими параметрами: 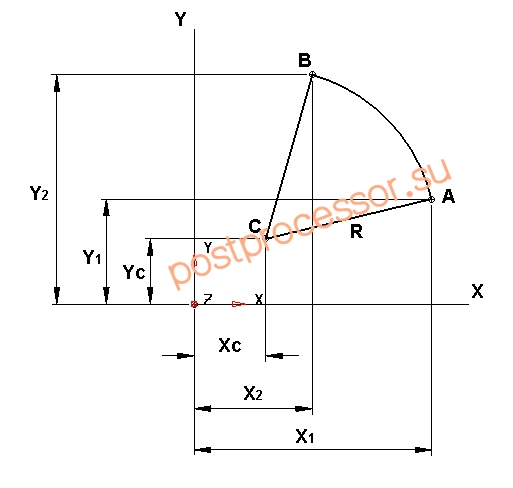 центром С(координаты Xc, Yc), начальной точкой А(X1, Y1), конечной точкой B(X2, Y2), радиусом R. Программирование кругового движения в разных УЧПУ задается по-разному в зависимости от настройки интерполятора. В общем, достаточно знать начальные координаты дуги, они известны по предыдущему кадру движения фрезы, конечные координаты и координаты цента. Программирующий кадр имеет вид: G17 G2 Xn.n Yn.n In.n Jn.n Fn.n, где G17 – плоскость XY; G2 – режим круговой интерполяции с обходом по часовой стрелке; Xn.n, Yn.n – координаты конечной точки дуги; In.n, Jn.n – координаты центра дуги; Fn.n – скорость перемещения инструмента. Имея дугу на рисунке ниже, кадр программы будет иметь следующий вид, предполагаем, что инструмент уже находится в точке А(40.20; 12.00). 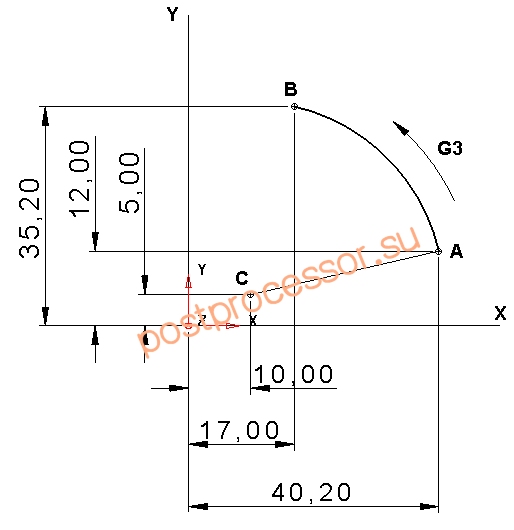 G17 G03 X17.0 Y35.20 I10.0 J5.0 F100 УЧПУ автоматически определяет радиус и выдает импульсы на круговое движение. Для обозначения центра дуги вдоль оси Z используется вектор K. Разные системы ЧПУ по-разному работают, если дуга лежит в двух и более квадрантах. Некоторые из них разрывают дугу в точке перехода и описывают ее двумя кадрами. Также допускается программирование круговой интерполяции в приращениях. |