§ 7. Программирование ЧПУ. Коррекция на длину |
| 13.02.2013 |
|
Управляющая программа, которую оператор запускает на станке с ЧПУ, задает движение кромки центра фрезы.
Однако по умолчанию система ЧПУ управляет точкой пересечения торца шпинделя с его осью вращения
(базовая точка). Чтобы управлять кромкой фрезы, а не торцем шпинделя, необходимо перенести базовую точку на кромку фрезы. Такое смещение именуют как коррекция длины инструмента. Если данную операцию не применять, то какой бы инструмент не был установлен, станок будет совмещать торец шпинделя с заданными в программе координатами по оси Z со всеми вытекающими последствиями. Величина смещения равняется расстоянию от кромки фрезы до посадочной плоскости оправки, в которой закреплен патрон с инструментом. Оператор станка с ЧПУ производит измерение инструмента (на станке или на внестаночной измерительной установке) и заносит найденное значение в список инструмента на УЧПУ. Инженер-программист может устанавливать вылет фрезы из патрона при программировании в CAM системе для обеспечения жесткости и проверки на столкновения с изделием, но с общей длиной относительно торца он дела не имеет. На рисунке ниже показана сборка инструмента, патрона и оправки, которые образуют расстояние смещения относительно базовой точки. 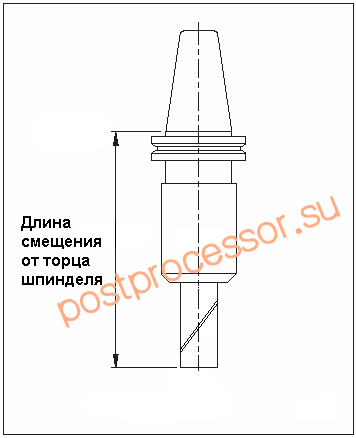 Некоторые системы ЧПУ могут автоматически брать длину текущего (установленного в шпинделе) инструмента и вычислять управляемую точку. Код ИСО 7 бит имеет специальный G код, который включает коррекцию на длину. Общий формат программирования имеет вид: G43 Hn, где n – номер позиции (ячейки) инструмента в списке; Как правило, УЧПУ включает коррекцию на длину при движении вдоль оси Z, поэтому формат программирования будет следующим. N10 G43 Z100.0 H1 При движении в позицию 100 мм по оси Z устройство ЧПУ сместит базовую точку, на величину, записанную в ячейке H1. Перед сменой инструмента или в конце программы обработки коррекцию на длину выключают, для этого используется код G49 или слово H0. Кроме задания точки управления корректор на длину может использоваться для компенсации износа инструмента. Тогда оператор вносит значение износа как составляющую общей длины с отрицательным знаком. |