§ 10. Вспомогательные функции (M-коды) |
| 05.11.2014 |
|
В настоящее время для программирования систем ЧПУ используется множество языков программирования,
в основе которых лежит универсальный язык ИСО 7 бит. Однако каждый производитель вносит свои особенности,
которые реализуются через подготовительные (G-коды) и вспомогательные (M-коды) функции. Функции с адресом G – называются подготовительными, они определяют условия работы станка связанные с программированием геометрии перемещения инструмента. Подробное описание G-кодов можно найти в главе код ИСО 7 бит. В данной главе подробно рассмотрим назначение вспомогательных функций. Функции с адресом M – называются вспомогательными (от анг. Miscellaneous) и предназначены для управления различными режимами и устройствами станка. Вспомогательные функции могут использоваться одиночно или совместно с другими адресами, например, кадр ниже производит установку инструмента с номером 1 в шпиндель. N10 T1 M6, где T1 – инструмент номер 1; M6 – смена инструмента; В данном случае под командой М6 на стойке ЧПУ скрывается целый набор команд, которые обеспечивают процесс замены инструмента: - перемещение инструмента в позицию смены; - выключение оборотов шпинделя; - перемещение устанавливаемого инструмента в магазине; - замена инструмента; 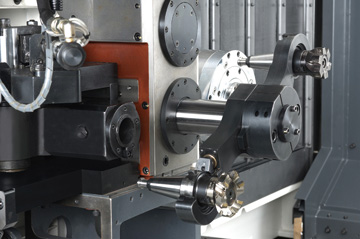 Использование М-кодов допускается в кадрах с перемещением инструмента, например в строке ниже охлаждение включится (M8) одновременно с началом движения фрезы. N10 X100 Y150 Z5 F1000 M8 М-коды, включающие какое-либо устройство станка, имеют парный М код, который это устройство выключает. Например, M8 – включить охлаждение, M9 – выключить охлаждение; M3 – включить обороты шпинделя, M5 – выключить обороты; Допускается использование нескольких М команд в одном кадре. Соответственно чем больше устройств имеет станок, тем больше М команд будет задействовано в его управлении. Условно все вспомогательные функции можно разделить на стандартные и специальные. Стандартные вспомогательные функции используются производителями ЧПУ для управления устройствами, имеющимися на каждом станке (шпиндель, охлаждение, смена инструмента и т.д.). Тогда как специальные программируют режимы на одном конкретном станке или группе станков данной модели (вкл/выкл измерительную головку, зажим/разжим поворотных осей).  На картинке выше представлен поворотный шпиндель многоосевого станка. Для увеличения жесткости при позиционной обработке станок оснащен зажимами поворотных осей, которые управляются М кодами: M10/M12 – включить зажимы для осей A и С. М11/М13 – выключить зажимы. На другом оборудовании производитель станка может данные команды настроить на управление другими устройствами. Список стандартных М командM0 – останов программы;M1 – останов по требованию; M2 – конец программы; M3 – включить обороты шпинделя по часовой стрелке; M4 – включить обороты шпинделя против часовой стрелки; M5 – останов шпинделя; M6 – автоматическая смена инструмента; M8 – включить охлаждение (как правило СОЖ); M9 – выключить охлаждение; M19 – ориентация шпинделя; M30 – завершение программы (как правило со сбросом всех параметров); M98 – вызов подпрограммы; M99 – возврат из подпрограммы в основную; Специальные вспомогательные функции производитель станка описывает в соответствующей технической документации. |