§ 8. Программирование ЧПУ. Коррекция на радиус |
| 04.03.2013 |
Коррекция (компенсация) на радиус инструмента уходит своими корнями во времена,
когда CAM систем не существовало, а управляющие программы разрабатывались программистом
на листе бумаги. На рисунке ниже представлен криволинейный плоский контур, который рассмотрим
в качестве примера.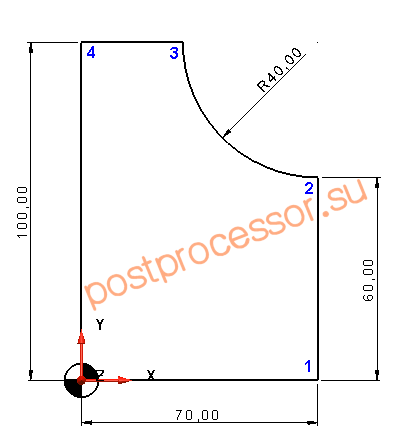 Контур имеет следующие координаты опорных точек: 0. (0, 0) 1. (70, 0) 2. (70, 60) 3. (30, 100) 4. (0, 100) Управляющая программа на основе кода ИСО 7 бит программирует перемещение фрезы через опорные точки, ниже представлен фрагмент обхода контура. N10 G0 X0 Y0 – выход в нулевую точку контура N20 G1 X70 Y0 – линейное перемещение в точку 1 N30 Y60 – линейное перемещение в точку 2 N40 G2 X30 Y100 I70 J100 – движение по дуге в точку 3 N50 G1 X0 Y100 – линейное перемещение в точку 4 N60 Y0 – движение в начало контура Радиус применяемой фрезы при «ручном» программировании не учитывался, т.к. в данном случае увеличивалась трудоемкость вычисления. Для фрезы диаметром 10мм траектория обработки контура принимает следующий вид. 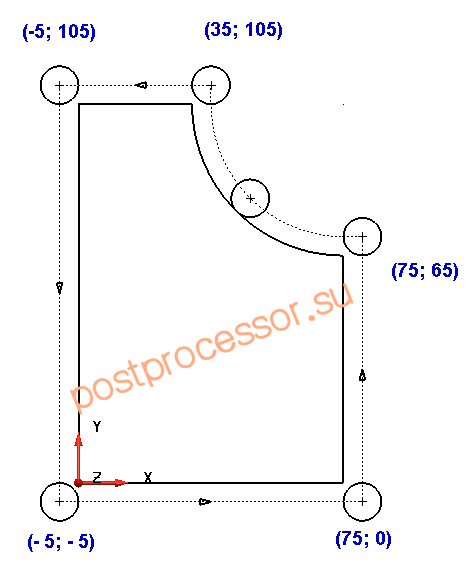 Учитывая целочисленное значение радиуса фрезы, пересчет не займет много времени, однако в случае износа фрезы ее диаметр может иметь дробную часть, например 9.98мм, что значительно повышает трудоемкость пересчета. Данная проблема была решена путем внедрения в устройство ЧПУ функции эквидистантного смещения контура на заданное расстояние, которая получила название коррекции на радиус инструмента. Таким образом, программисту было достаточно запрограммировать траекторию движения центра фрезы, а при отработке ее на станке указать системе ЧПУ, на какую величину нужно произвести смещение. Для включения функции коррекции радиуса используются подготовительные команды G41 и G42, для смещения влево и вправо по ходу движения от исходного контура соответственно. Это позволяет обрабатывать один и тот же контур фрезами разного диаметра. Для этого величина смещения вводится в специальную ячейку таблицы инструментов УЧПУ, а в программе обозначается адресом D и номером ячейки. Формат кадра УП имеет вид: Nn G1 G41/G42 Xn.n Yn.n Dn Fn.n, где: G41/G42 – включение коррекции на радиус слева/справа; Dn – номер ячейки системы ЧПУ с заданным значением смещения; После прохождения фрезы относительно заданного контура со смещением коррекцию необходимо выключить, для этого используется функция G40. Для того чтобы активировать коррекцию на радиус необходимо некоторое расстояние, на котором траектория будет эквидистантно смещена. Такое расстояние называется подвод к контуру. Величина подвода, как правило, не должна быть меньше радиуса фрезы. На рисунке ниже траектория смещения от номинального контура вычисляется при подводе фрезы диаметром 10мм от точки 1 к точке 2. 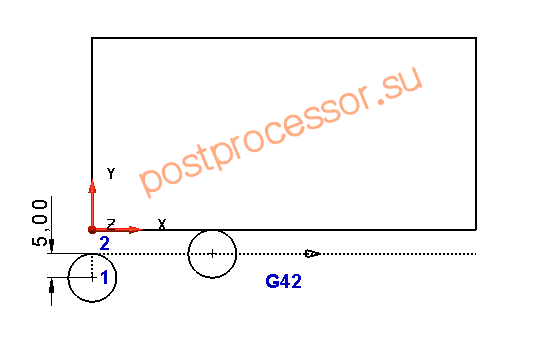 Величина подвода равна 5мм, однако может быть и больше. В прошлом допускался только прямой подвод с углом к контуру не менее 90 градусов. В настоящее время ряд систем ЧПУ таких ограничений не имееют. Аналогично происходит и деактивация коррекции (смещения), в конце контура необходимо добавить отвод с функцией G40. Программа обработки контура на рисунке в начале главы будет выглядеть так. % N5 G0 G17 G40 G49 G90-------подготовительные установки N10 T1 M6-----------------------установка фрезы диаметром 10мм N15 S1000 M3-------------------включение оборотов шпинделя N20 G54--------------------------указание ячейки «ноля» детали N25 G43 Z100 H1---------------включение коррекции на длину N30 X0 Y-10---------------------движение в точку подвода к контуру N35 G1 Z-5 F100----------------выход по оси Z на глубину резания N40 G42 Y0 D1---------------включение корректора на радиус N45 X70--------------------------движение в точку 1 N50 Y60--------------------------движение в точку 2 N55 G2 X30 Y100 I0 J40-------движение по дуге R40 N60 G1 X0-----------------------движение в точку 4 N65 Y0---------------------------движение в нулевую точку N70 G40 Y-10----------------отвод с выключением коррекции N75 G0 Z100---------------------выход в конечную точку N80 M30--------------------------конец программы Использование CAM систем позволяет без труда произвести расчет траектории с любым диаметром фрезы, поэтому программирование нулевого контура с последующей его коррекцией в настоящее время не оправдано. Однако коррекция на радиус по-прежнему решает важную задачу автоматического пересчета траектории при износе фрезы, когда в зависимости от полученного размера детали, можно непосредственно на стойке ЧПУ скорректировать траекторию и произвести доработку. |